
Table of Contents:
- Introduction to Elastic Yarns: The Backbone of Modern Stretch Fabrics
- Core-Spun Elastic Yarns: The Workhorse of Apparel
- 2.1. Structure and Manufacturing
- 2.2. Common Elastane Percentages and Applications (Data Table)
- 2.3. Advantages and Limitations
- Covered/ Wrapped Elastic Yarns: For Durability and Aesthetic Control
- 3.1. Single vs. Double Covering
- 3.2. Fibers Used for Covering and Their Impact
- Twisted / Plied Elastic Yarns: The Textured and Specialty Choice
- TPE (Thermoplastic Elastomer) & Rubber Yarns: Beyond Spandex
- 5.1. Natural Rubber (Latex) Yarns
- 5.2. Synthetic TPE Yarns (e.g., PBT, POY)
- Bicomponent and Hybrid Elastic Yarns: Engineered Performance
- Selecting the Right Elastic Yarn: A Data-Driven Guide for Industry Buyers
- 7.1. Key Performance Parameters: Recovery, Tenacity, Growth (Data Table)
- 7.2. Fabric Type & End-Use Application Matrix (Data Table)
- 7.3. Cost Considerations & Processing Requirements
- Future Trends: Sustainable and High-Functional Elastic Yarns
- Conclusion: Making an Informed Sourcing Decision
- Frequently Asked Questions (FAQ)
A Comprehensive Guide to Elastic Yarns: Types, Data, and Selection for Industry Professionals
1. Introduction to Elastic Yarns: The Backbone of Modern Stretch Fabrics
Elastic yarns are the invisible engine driving comfort, fit, and performance in countless textile products. For procurement managers across apparel, textiles, carpeting, What are the types of elastic yarns? and toy manufacturing, understanding the nuances of these yarns is critical for sourcing decisions that affect product quality, cost, and manufacturability. Fundamentally, an elastic yarn is any filament or spun yarn capable of significant elongation (typically 100-700%) and near-complete recovery. The dominant elastomeric fiber is spandex (also known generically as elastane, with Lycra® being a leading brand), but the market includes rubber and other thermoplastic elastomers (TPEs). The “elastic yarn” used in knitting or weaving is rarely bare elastane; it is almost always a composite structure engineered for processing and end-use. This guide delves into the major types, supported by industry data, to empower your sourcing strategy.
2. Core-Spun Elastic Yarns: The Workhorse of Apparel
Core-spun yarns represent the most significant category for high-quality knit and woven fabrics, especially in sportswear, intimate apparel, denim, and performance wear.
2.1. Structure and Manufacturing
A core-spun yarn features a continuous filament of elastane (spandex) as the core, which is completely surrounded by staple fibers (like cotton, polyester, rayon, or wool) during the spinning process. This sheath of staple fibers locks the elastane in the center.
2.2. Common Elastane Percentages and Applications
The percentage of elastane in the final yarn is a key cost and performance driver.
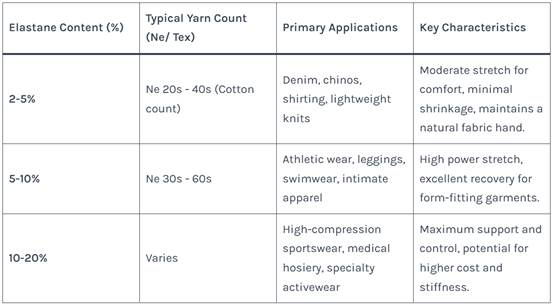
Data Note: In knitted fabrics like jersey for T-shirts, a 95% cotton / 5% elastane blend is an industry standard for comfort stretch.
2.3. Advantages and Limitations
Advantages: Excellent durability, as the sheath protects the elastane from abrasion and chemicals (e.g., chlorine, dyes). Provides a natural fiber feel on the fabric surface. Superior processability on knitting and weaving machines with less risk of breakage.
Limitations: Generally the highest-cost elastic yarn option. The spinning process adds complexity. Recovery can be slightly affected by the inelastic sheath.
3. Covered/ Wrapped Elastic Yarns: For Durability and Aesthetic Control
Covered yarns are created by winding or wrapping one or two non-elastic threads helically around a bare or already covered elastane filament.
3.1. Single vs. Double Covering
- Single Covered (SC): One thread (often nylon or polyester filament) is wrapped in one direction around the elastane core. It offers basic protection but can be prone to “grin-through” (core visibility) when stretched.
- Double Covered (DC): Two threads are wrapped in opposite directions (“S” and “Z” twist). This creates a balanced, bulky yarn with no grin-through, excellent for visible applications like waistbands, cuffs, and socks.
3.2. Fibers Used for Covering and Their Impact
- Nylon: Most common, offers excellent strength, dye affinity, and a smooth feel.
- Polyester: Good strength and chemical resistance, often more economical.
- Cotton: For a softer, non-synthetic hand, but offers less strength and higher shrinkage.
4. Twisted / Plied Elastic Yarns: The Textured and Specialty Choice
In this construction, one or more bare or covered elastane filaments are twisted together with one or more inelastic yarns (e.g., a textured polyester or nylon). This creates a lively, textured yarn with a unique aesthetic and bulk. It is widely used in:
- Hosiery and socks for comfortable leg-hugging fit.
- Sweaters and knitwear for subtle, overall stretch without spandex directly touching the skin.
- Upholstery and technical textiles where bulk and texture are desired alongside elongation.
5. TPE (Thermoplastic Elastomer) & Rubber Yarns: Beyond Spandex
5.1. Natural Rubber (Latex) Yarns
An older technology but still relevant for specific, high-power applications. It offers very high initial modulus (a strong resistive feel at low stretch) but degrades faster with exposure to oils, ozone, and heat. Common uses: power nets, very high-compression garments, non-apparel items like carpet backing and elastic webbing.
5.2. Synthetic TPE Yarns (e.g., PBT, POY)
- Polybutylene Terephthalate (PBT): A polyester variant with inherent elastic recovery when heat-set. Provides excellent chemical and chlorine resistance, making it a key player in durable swimwear.
- Polyolefin Elastomers (POY): Often used in nonwovens, disposable hygiene products (diapers), and some technical textiles. They are cost-effective but generally offer lower recovery power than spandex.
6. Bicomponent and Hybrid Elastic Yarns: Engineered Performance
This advanced category includes yarns engineered at the filament level. A common example is a bicomponent spandex with a modified cross-section or polymer blend to alter its dyeing characteristics, heat resistance, or transparency. Hybrid yarns may combine, for instance, a spandex core with a conductive filament for smart textiles.
7. Selecting the Right Elastic Yarn: A Data-Driven Guide for Industry Buyers
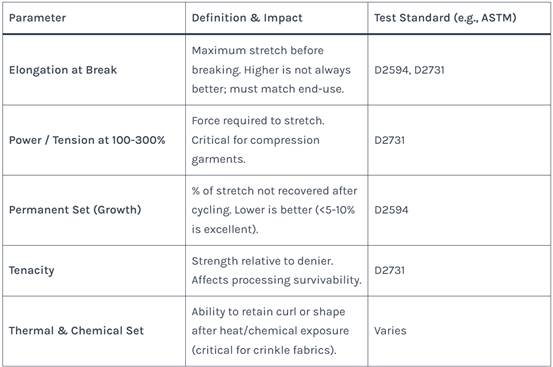
7.1. Key Performance Parameters
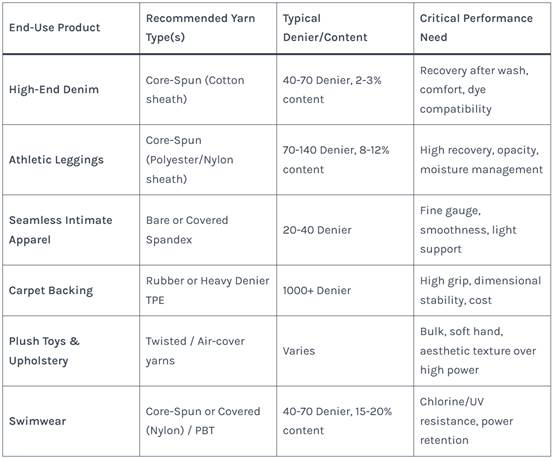
7.2. Fabric Type & End-Use Application Matrix
7.3. Cost Considerations & Processing Requirements
Core-spun is premium; covered yarns are mid-range; twisted/rubber can be cost-effective for bulk. Always factor in processing speed limitations (bare spandex requires low tension and careful handling), dyeing compatibility (spandex dyes differently than its cover), and minimum order quantities.
8. Future Trends: Sustainable and High-Functional Elastic Yarns
The market is shifting towards:
- Recycled and Bio-derived Spandex: Initiatives to create elastane from renewable resources or recycled content.
- Enhanced Durability: Chlorine-resistant, UV-resistant, and heat-resistant variants for longer-lasting performance.
- Fiber-to-Fiber Recyclability: Designs that allow easier separation of elastane from other fibers at end-of-life.
9. Conclusion: Making an Informed Sourcing Decision
Choosing an elastic yarn is a technical balancing act between performance, processability, aesthetic, and cost. A core-spun yarn is unmatched for durability in daily wear, while a covered yarn solves specific engineering challenges in trims. For non-apparel uses like carpet or toys, rubber or TPE may offer the best value. Always request technical data sheets, sample cones for mill trials, and be clear with your supplier about your fabric process and end-use requirements.
10. Frequently Asked Questions (FAQ)
Q1: What is the difference between Spandex, Elastane, and Lycra®?
A: “Spandex” is the common term in North America, “Elastane” is used in Europe and much of the world. They are chemically the same polyurethane-based fiber. Lycra® is a registered brand name of spandex/elastane owned by The Lycra Company, known for its quality standards.
Q2: Can elastic yarns be dyed?
A: Bare spandex can be dyed with specific acid/compatible dyes, but its dye uptake differs from nylon or polyester. In core-spun or covered yarns, typically only the sheath fibers are dyed, which is why matching the dye class of sheath and elastane is crucial for solid shades.
Q3: What does “Denier” mean for elastic yarns?
A: Denier is a unit of linear mass density. For spandex, a lower denier (e.g., 20) is finer and lighter, used for sheer hosiery. A higher denier (e.g., 140) is thicker and more powerful, used for compression wear. It directly relates to the force and weight of the yarn.
Q4: How does elastane content affect fabric shrinkage?
A: Higher elastane content generally leads to higher potential fabric relaxation shrinkage after washing and drying. This must be pre-calculated and compensated for during fabric cutting. Proper heat-setting during finishing is critical to control this.
Q5: Are there latex-free elastic yarn options?
A: Yes. Spandex and all synthetic TPEs (like PBT) are latex-free. Natural rubber yarns contain latex. Specify latex-free requirements to your supplier if allergies are a concern for the end-user.
Q6: What is the typical shelf-life of spandex yarn?
A: Under proper storage conditions (cool, dry, dark, in original packaging), spandex has a recommended shelf-life of 12-18 months before degradation of properties may begin. Always check with the manufacturer.
Q7: Which elastic yarn is best for products requiring high heat resistance?
A: Standard spandex loses strength above 300°F (150°C). For high-heat applications like automotive textiles or workwear, specify heat-resistant (HR) spandex variants or consider alternative elastomers like some TPEs designed for higher temperature ranges.
Q8: How do I prevent elastic yarns from breaking during knitting/weaving?
A: Key steps: Use proper yarn guides (ceramic), maintain low and consistent tension via positive feed systems, ensure optimal machine threading, and control humidity. Running yarn directly from the cone without extra drag is essential.
Q9: Is it possible to have recycled content in elastic yarns?
A: Increasingly, yes. Some suppliers now offer spandex with a percentage of recycled content (often from post-industrial waste) or core-spun yarns using recycled polyester or cotton as the sheath.
Q10: For a new product development, should I start with the yarn supplier or the fabric mill?
A: Engage both early. The yarn supplier provides technical data on the elastomer itself. Your fabric mill understands how that yarn will perform on their specific machinery and can recommend constructions. A collaborative approach yields the best results.


